Decarbonisation in the industry.
What do sticky tape, burners, hydrogen and strawberry jam have in common?
On 7 and 8 May this year, we had the pleasure of participating in the 8th edition of Krantz Clean Air Solutions’ Thermal Air Purification Workshop.
The previous edition in 2021 was a success, so we were certainly looking forward to it! This time, Bart Muijtjens and Richard Sepp participated on behalf of BM Process Management. Unlike previous editions, this time a setting in the historic city centre of Aachen and not at Krantz’s own office premises had been chosen. The valuable information in an informal setting combined with good company, good food and a tour through Aachen made it a pleasant time.
Agenda
The agenda this time was entirely dedicated to the topic of ‘decarbonisation in industry’. A highly topical subject on which much is being spoken and written, and where the right angle and knowledge sometimes gets lost among all the information flows.
Decarbonisation of industry actually means reducing the carbon footprint and aiming for a net zero emission. By no means an easy task.
This is a task we should not shy away from. Knowledge, skills and expertise are the key to sustainable success here. And this workshop certainly made a positive contribution to that knowledge!
About tape (not the red one…), hydrogen burners and RTO simulations
The agenda was well filled with very interesting lectures. We focus on a few that made the biggest impression on us:
- Decarbonisation in thermal oxidation: facts and methods (Jutta Denneberg, Krantz)
The presentation by Jutta Denneberg was a reflection of the philosophy that we at BM Process and Krantz have always propagated in all that we do: maintaining a holistic view with the goal to achieve an end result that is greater than the sum of it’s parts. Reaching optimal CO2 emission levels is no news for us: this was and is engrained in our DNA by striving for the most elegant and energy-efficient solutions to a problem.
- Case study 1: CO2 emission minimisation: RTO with steam generation (Matthias Dettmer, tesa Hamburg)
Did you realise the huge amount of technology that is implemented in the production of high-tech adhesives and tapes? It takes a lot to make things stick! The solutions implemented by Krantz in the production of adhesives at tesa is both simple, logical and elegant but above all hugely efficient. It is a showcase of using the energy in VOC emissions to reduce the total CO2 balance of the production process.

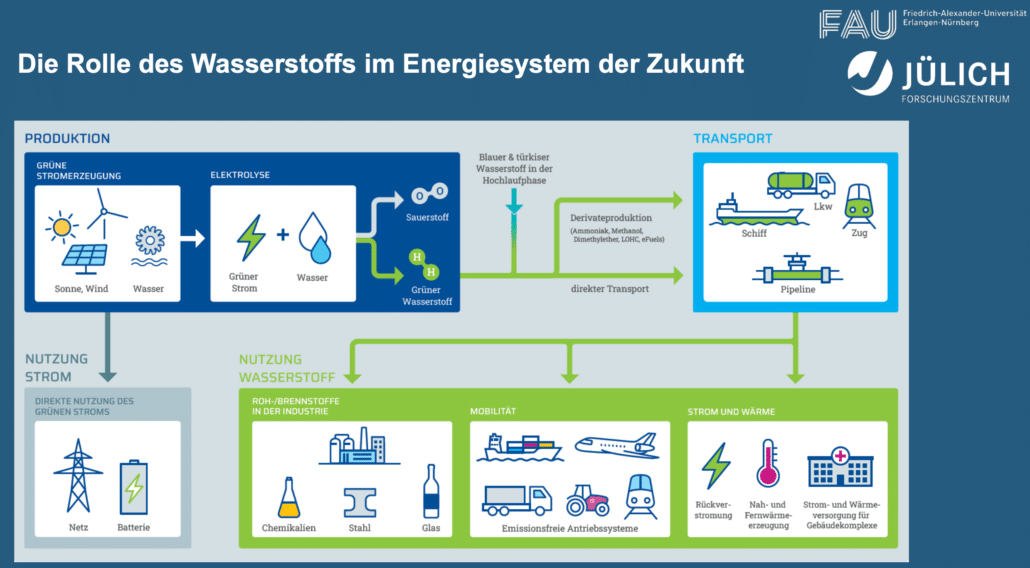
- Future-oriented: hydrogen technology for a climate-neutral industry (Prof. Peter Wasserscheid, Helmholtz-Institut Erlangen-Nürnberg für Erneuerbare Energien)
Hydrogen is often marketed as the solution that will end all climate issues. But how viable is this? And in what form should it be done? It was really cool to learn from Professor Wasserscheid. He has spent a long time in his career on the topic of hydrogen. Not only was it cool to hear, it was what one would call ‘a breath of fresh air’. A positive view based on real-life situations and actual tangible results.
And if anyone ever mentions during a conversation: we don’t have the electricity available to achieve a net-zero system! The answer is simple: today we don’t have the oil to fill up all of our cars here in Europe. And yet, we do so every day.
Some of the key takeaways from his presentation:
- A global trade in renewable energy equivalents will
replace today’s world trade in fossil fuels - Harvest electricity there where there’s no actual demand but a lot of supply.
- The change to hydrogen can only be achieved in an economical sound manner if we enable the use of existing infrastructure such as storage tanks, liquid bulk carriers, etc.
- Hydrogen is to electricity like jam is to strawberries: in the end there’s less of it, but it keeps good for longer (and it tastes better …)
- The use of liquid organic hydrogen carriers (LOHC) is the key to conserving the electricity generated in a smart way that enables the use of existing infrastructure
We were presented wit several LOHC systems that are working as we speak, enabling a train to run on hydrogen extracted from the LOHC on the move, as well as trucks, buses, etc.
It’s great to see real ideas and results that are workable. That builds trust looking ahead.
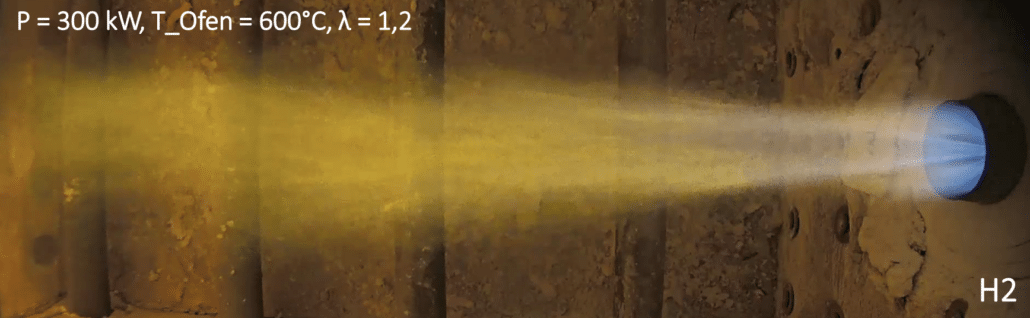
- On fire: hydrogen burners for RTO systems (Dr Benjamin Siebers, Siebers Maschinenbau u. Energietechnik GmbH & Co. KG)
Hot stuff, and cool at the same time! This is what it’s about: real life testing of the use of hydrogen as a replacement for fossil fuels in burners for RTO’s for example. Benjamin Siebers gave a flaming presentation about the topic, the test results of a new burner type developed in-house by Siebers . Results: yes, hydrogen is a good replacement, it works and can be implemented. But it poses challenges in other fields such as NOx emissions.
- Thermodynamic simulation in the design of RTO systems (Dr. Christoph Dötsch & Valentin Ritz, Krantz)
RTO systems come in all shapes and types. But an RTO is not just an RTO. At least, not one designed and built by Krantz. One step ahead? Not really. Many steps ahead. The software developed in-house to simulate the thermodynamics in RTO systems, enables smarter design and higher energy efficiency. Not only in the design of the hardware but certainly also in the design of the software and control systems. In the end, this is a big step towards achieving energy efficiency and CO2 neutrality.
- Smart and safe: alternatives for LEL monitoring of thermal systems (Benedikt Müller, ACS Jochen Heck)
This lecture was of particular interest for us at BM Process: the use of smart and safe systems for the monitoring of LEL (lower explosion limit) values for thermal treatment systems. Certainly with complex and unpredictable gas mixtures this can be challenging. The incorrect use of analysers can even have an adverse effect on the energy efficiency of thermal systems such as RTO’s due to the ‘over-compensation’ with dilution air based on the conservative measurements by analysers. So it is imperative to work on reliable systems that have zero concessions on safety but enable more energy efficient operation of treatment systems.
At present BM Process is working on field testing systems together with Krantz and ACS Jochen Heck to prove these solutions in real life cases.
Conclusions
We had a great time at this workshop, learnt a lot and got to know new people in a good atmosphere. We share the same views and methods of working that are focused towards achieving the optimal result.
The energy transition is not a plan, it is reality. Like the saying goes: life is what happens while you’re busy making other plans. This is the same for the energy transition. We are doing it right here, right now. It only takes many steps, however small they might seem, to achieve big results. This workshop convinced me and many others that it can be done, and that we are actually doing it while we are making plans.
And I also learnt what Campari with beer tastes like (thanks, Heike Schaffrath ;-),. I’ll stick to the red wine next time I think.
Thanks to the team at Krantz (Heike, Jutta, Anne, Norbert, Christoph, Valentin, Stefan) and all the presenters for their time, effort and company. See you next time in Aachen!
Adieë wa! (*)
Bart
(* = Aachen dialect for see you :D)


Feedback, questions or interested in a conversation?
I look forward to hearing from you. Feedback or questions on my services, website and projects are always welcome. Do you have an engineering challenge, are you looking for a consultant with whom you can have a conversation on the questions you have: do not hesitate to contact me. I will take the time for you, and do my utmost to help you with any challenge at hand. And that’s a solid promise.